

Краткий курс обучения сварке MMA
 Если Вы приобрели сварочный аппарат, предназначенный для проведения работ методом MMA (Manual Metal Arc) - ручная электродуговая сварка штучным покрытым электродом, но не знаете как приступить к работе, Вам следует внимательно ознакомиться с приведенным ниже материалом.
Если Вы приобрели сварочный аппарат, предназначенный для проведения работ методом MMA (Manual Metal Arc) - ручная электродуговая сварка штучным покрытым электродом, но не знаете как приступить к работе, Вам следует внимательно ознакомиться с приведенным ниже материалом.
1. Подключение к сети.
Ознакомьтесь с техническими характеристика Вашего сварочного аппарата на предмет его соответствия электросети к которой его планируется подключать . Напряжение питания и количество фаз аппарата должно соответствовать аналогичным параметрам электросети. Сейчас есть большой выбор сварочных аппаратов, имеющих возможность работы как от сетей 220В, так и от сетей с напряжением 380В. Такие аппараты имеют переключатель типа сети, который необходимо перевести в нужное положение перед подключением к сети питания. Вторым важным параметром является мощность, потребляемая сварочным аппаратом. Если номинал автомата защиты установленного в используемой Вами электросети будет меньше необходимого для потребляемой мощности аппарата, то автомат отключит питание и не позволит пользоваться сварочным аппаратом.
2. Выбираем электрод
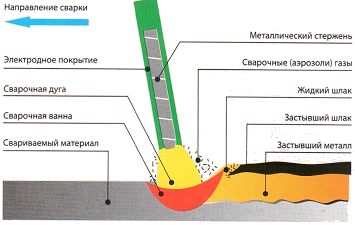
Электроды, использующиеся при ручной электродуговой сварке, состоят из металлического стержня со специальным покрытием. Материал стержня электрода должен быть схожим с материалом свариваемых деталей. Диаметр электрода выбирается в зависимости от толщины свариваемого изделия.
таблица.
3. Выбираем величину сварочного тока
Величина сварочного тока прежде всего зависит от диаметра выбранного электрода и может быть посчитана по упрощенной формуле: на 1 мм диаметра электрода необходимо 35-40А тока, т.е. если взять сварочный электрод диаметром 3мм, то для работы понадобится ток 105-120А.
Важно: при выполнении сварочных работ с вертикальными и потолочными швами силу тока необходимо уменьшить на 10-20%.
4. Зажигаем сварочную дугу и варим
 После установки необходимой силы тока можно приступать непосредственно к сварке.
После установки необходимой силы тока можно приступать непосредственно к сварке.
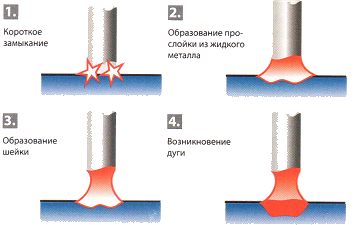
Зажигание (возбуждение) сварочной дуги
Первый способ: зажигание дуги касанием. Электрод плавно опускают перпендикулярно к поверхности детали, легко касаются поверхности в месте начала сварного шва и отводят вверх оставляя небольшой зазор, обеспечивающий стабильное горение дуги.
Второй способ: зажигание дуги чирканьем. В этом случае процесс возбуждения дуги напоминает процесс зажигания спички, при котором происходит движение электродом по касательной к поверхности металла с легким прикосновением и фиксацией оптимального зазора.
По мере выгорания электрода необходимо стараться поддерживать выбранный зазор и одновременно перемещать электрод вдоль линии соединения деталей. В случае прилипания электрода необходимо интенсивно качнуть его, оторвать от металла и снова зажечь дугу. Для получения качественного сварного соединения необходимо получить твердый навык поддержания устойчивой дуги при зазоре в 3-5мм между электродом и деталью.
5. Правильное перемещение электрода
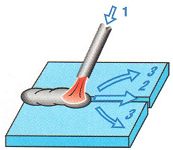 Правильно вести электрод нужно так, как показано на рисунке, а не прямолинейно.
Основные движения:
Правильно вести электрод нужно так, как показано на рисунке, а не прямолинейно.
Основные движения:
1.Поступательное - вертикально вдоль оси электрода для поддержания постоянной длины дуги и скорости расплавления электрода.
2.Прямолинейное - горизонтальное вдоль оси шва для поддержания оптимальной скорости сварки обеспечивающей качественное формирование сварного соединения.
3.Колебательные - горизонтальные поперек оси шва для улучшения прогрева кромок. длина поперечного движения может быть до 4-х диаметров электрода, что позволяет получить однородный шов соответствующей ширины. Этот вид движений можно исключить при сварке тонких листов металла или при производстве первого шва в многослойной сварке.
Типы колебательных движений
 | Используется для получения шва с наплавочными валиками при сварке деталей в стык без фаски на кромках, в нижнем положении при достаточной толщине детали. | |
 | Используется для получения стыкового углового шва на кромках с фаской, в любом положении электродами диаметром менее до 4мм. | |
 | Для выполнения вертикальных и потолочных швов с выпуклым профилем. | |
 | Для выполнения угловых и стыковых швов в любом пространственном положении на кромках с фаской. Обеспечивает отличный провар корневого шва. | |
 | Используется при необходимости гарантированного проплавления корневого шва на толстостенных деталях. | |
 | Используется при сварке изделий из высоколегированных сталей для обеспечения усиленного нагрева. Движение задерживают в крайних положениях для предотвращения прожега в центре или вытекания металла при работе с вертикальными швами. |
В случае правильного движения электрода шов получается более прочным, с ровными границами и минимальным количеством шлака внутри также улучшается проплавление кромок и облегчается отделение шлаковой корки.
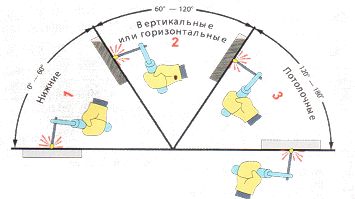
Классификация положения сварочного шва в пространстве
 |
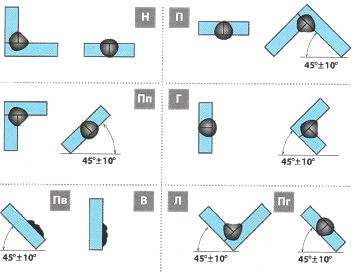 |
| Н-нижнее; П-потолочное; Пп-полупотолочное; Г-горизонтальное; Пв-полувертикальное; В-вертикальное; Л- в "лодочку"; Пг-полугоризонтальное | |
Для приобретения устойчивых навыков лучше всего учиться работать со штучными электродами, имеющими диаметр 2,6-3мм. Эти электроды наиболее часто применяются для проведения сварки в бытовых условиях. Наиболее распространенными являются электроды с рутиловым покрытием, которые также хорошо подходят для неопытных сварщиков. Для обеспечения более комфортного поджога дуги и получения высокого качества сварного шва электроды нужно прокаливать или просушивать при температуре 150-200°C в течение 1-2 часов ( более точные данные для электродов с различными типами покрытия указываются на их упаковке).






Промышленное и строительное оборудование
Ограничение ответственности

